新聞動態(tài)
聯(lián)系我們
手機:13791157188 / 13553111957
電話:0535-2211263
郵箱:lzjfzq@aliyun.com
傳真:(0535)2260650
地址:山東省萊州市程郭鎮(zhèn)工業(yè)園
平口鉗銑削大板件的方法如何�����?
發(fā)布時間:2021-08-26 訪問次數(shù):423
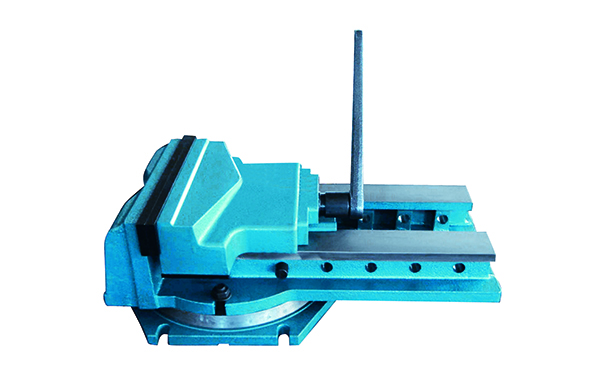
平口鉗的不同尺寸適用于不同行業(yè)進行工作 ���,一般只能夾緊中小型尺寸工件�����,當需要夾緊大尺寸的零件特別是大尺寸的板件時��,可按適當?shù)膴A緊方法進行夾緊���。 下面簡單來看下:
多工位高效復合銑削裝置。工件有多個面要銑出�����,傳統(tǒng)的工藝是用三套夾具定位三次、銑削三次��,輔助時間多���,效率低���。為提高生產效率,設計制造多工位高效復合銑削裝置���。該裝置有兩塊大平板��,用于定位工件�����,把大平板和壓緊在銑床工作臺上��。在兩大平板上設置定位銷和防轉銷��,以限制住工件的六個自由度��,再用壓板把三個工件壓住�����。三種銑刀的位置根據(jù)工件的位置進行調整��,使銑刀準確銑出要求的平面��。
把平口鉗固定在立式銑床的工作臺上���,用平口鉗夾緊一長托板�����,用千分表檢測夾緊后的長托板的平面度。符合要求后���,把要銑的大板件放在長托板上��,用兩個或多個弓形夾把大板件和長托板夾緊在一起��,當大板件為有色金屬件時���,在弓形夾夾頭下放置墊板,以防夾壞有色金屬的表面���。夾緊之后���,即可開動機床對大板件進行銑削加工��,注意切削厚度和進給量不要太大�����,以防破壞夾緊或引起振動��。
簡單帶大家了解了下平口鉗銑削的一些操作���,希望可以幫到大家,我們公司主要生產加工平口鉗���,臺虎鉗等機床專用夾具的企業(yè)��,我們有專業(yè)技術人員數(shù)名�����,有需要聯(lián)系我們��。